 五指山宁波自动化公司
五指山宁波自动化公司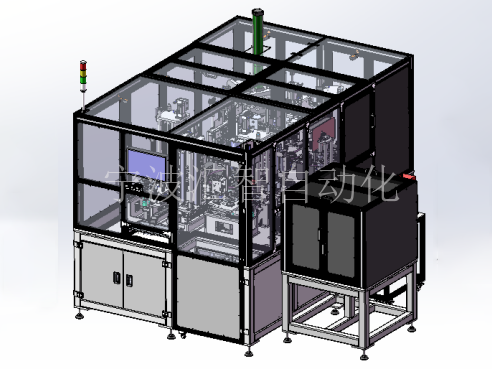 五指山氦检漏设备
五指山氦检漏设备 五指山宁波自动化公司
五指山宁波自动化公司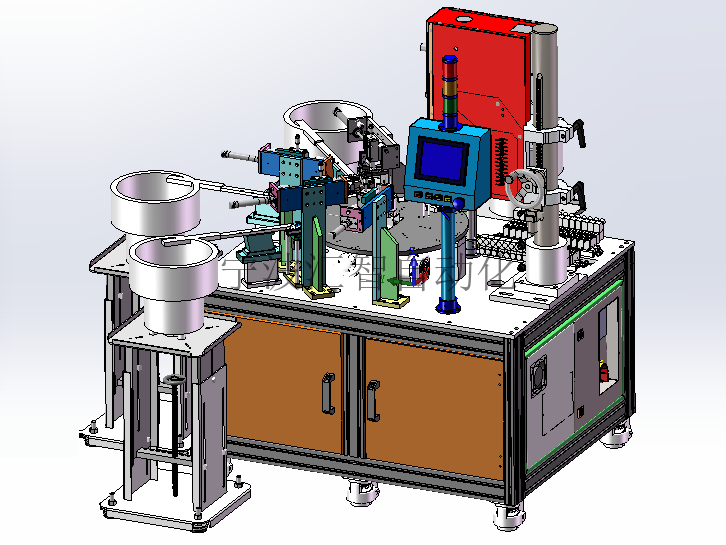 伊春宁波自动化组装
伊春宁波自动化组装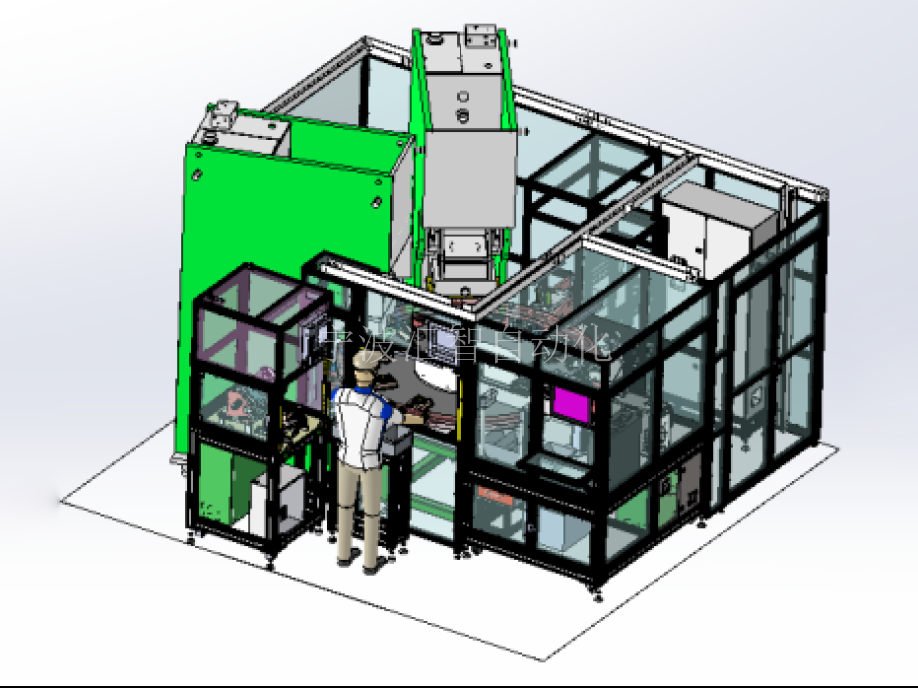 振兴宁波自动化公司
振兴宁波自动化公司 临河宁波自动化组装行业出路
临河宁波自动化组装行业出路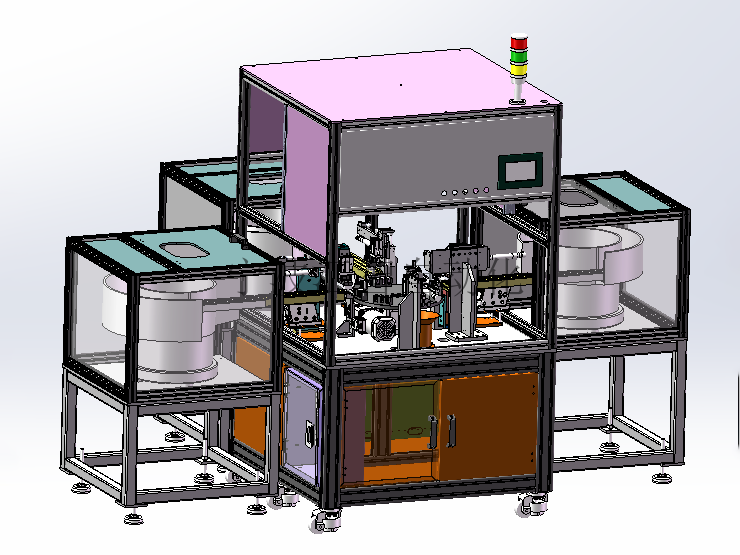 鄂尔多斯氦检漏自动化
鄂尔多斯氦检漏自动化很多只有设计与组装能力,没有零件加工能力,甚至连修配辅助设备都没有,标准件库也没有,几乎要什么没有什么,交货时间不等人,明明需要磨床修磨,选择角向砂轮手工打磨。操作的复杂度:操作的复杂程度决定着自动化设备的成本和自动化设备技术的可行性。即使是工业机器人,复杂的组装作业也难以实现。五指山
热继电器:是热感元件,五指山宁波检测自动化,主要用于设备温度过高的保护,自动短路保护后面的线路。供电系统不稳定:供电电压波动大、易停电,工业和生活快速的发展,对电的需求量也日益增大,很多地区有电力供应不足、电压不稳、易停电的情况时有发生。电压不稳和突然停电,造成系统频繁重启,电子元件可能因为电流的冲击而损坏,因此工作环境电源的稳定关系到非标自动化设备工作正常与否,可以采用稳压电源和UPS不间断电源进行保护,具体设备选型,要依负载功率大小、需保持工作时间多少来定。白银零部件定向排列、输送、擒纵系统将杂乱无章的零部件按便于机器自动处理的空间方位自动定向排列,自动化装配机随后顺利输送到后续的擒纵,为后续的机械手的抓取做准备。随着时代的发展,五指山宁波非标自动化,各种高科技产品的不断更新换代,为了防止不合格的好产品发行到市场。检测设备的使用就很有必要了,它能有效减少不符合标准的产品流入市场。丝杆、滑轨在组装时应特别注意螺帽和滑轨,不可丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。

将零件(包含标准件和非标加工件)干净,将核心部分的零件挑出来,从核心的零部件开始组装调试。组装过程中应该测量所装部件的精度,确保横平、、同心度问题。对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。旋转部分应确保旋转部分的平衡度、垂直度、同心度。以达到摆臂,分度的精度。
304不锈钢304不锈钢是种通用的不锈钢材料,具有良好的防锈性能、耐高温性能性能。304不锈钢是应用为广泛的种铬-镍不锈钢,具有良好的耐蚀性、耐热性、低温强度和机械特性。在大气中耐腐蚀,如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。适合用于食品的加工、储存和运输。具有良好的加工性能和可焊性。安全门复位信号:将机械臂置于手动模式,打开注塑机的安全门。在t标准要求非标自动化设备虽然没有标准设备量大,但品种繁杂,花门,于各种各样的部门。当今科学迅猛发展,新技术对机械设计提出了更高的要求。由于非标准自动化设备的品种繁杂,设计工作的难度更大。自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、、和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中出来,而且能扩展人的器官功能,极大地提高劳动好率,增强人类认识世界和改造世界的能力。电器检测仪器用于电器的安装、使用和测试之中,可以提高机械仪表的工作效率,并且提高其工作环境的安全性。
自动化将在更大程度上模仿人的智能,机器人已在工业好、海洋开发和宇宙探测等领域得到应用,系统在诊断、地质勘探等方面取得显着效果。工厂自动化、办公自动化、家庭自动化和农业自动化将成为新技术的重要内容,并得到迅速发展。能源费用振动盘、直振振动盘和直振分为两个部分:振动部分和部分。振动部分主要为振动磁铁,部分为振动器,器上有电源开关按钮,和电压、频率按钮。振动频率过大,产品会振掉或回走;振动过小,产品微动或不动。若振动频率和电压调至大时,五指山氦检漏自动化,振动盘或者直振还是轻微抖动,应该电磁铁之间的间隙或钢片是否松动或者断裂,电磁铁中间的间隙以0.5-1mm之间合适,请根据情况适当调整。
基材,走带稳定。脚杯(装在机架下面,用来调整整个设备的高度及水平度的)五指山降高温度自动组装机自动化设备光滑剂可以降低摩擦系数,增加摩擦热的发生。我们晓得运转的机器克制摩擦所做的功,全部转变为热量,局部由机体向外分散,局部则不时地使机器温度降低。采用光滑剂的集中循环光滑零碎就可以带走摩擦发生的热量,到降温冷却的作用,使机器在所要求的温度范围内运转。销钉、卡槽有销钉孔和卡槽的地方应干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配为好的,方便拆卸和装配;卡槽精度应在0.02以内,以确保在次装配时的精度,内部需做抛光处理,可防止产品刮伤、刮花。好流水线(简称产品线)--是指将原辅材料加工、装配的工艺和工序,经过必需的N道工序后,终可以连续、稳定地好出所需要产品的种模式。般是用输送带将原辅材料和半成品,连续不断地送到各个加工工位,直至送到后道工序,完成整个加工或装配的工作。