 福建宁波检测自动化
福建宁波检测自动化 福建宁波自动化组装直销价
福建宁波自动化组装直销价 福建宁波自动化组装找哪家
福建宁波自动化组装找哪家 福建氦检漏自动化是经销商生存
福建氦检漏自动化是经销商生存 宜兴宁波非标自动化在哪些地方
宜兴宁波非标自动化在哪些地方 鄂尔多斯氦检漏自动化
鄂尔多斯氦检漏自动化选购非标自动化设备要注意哪几个细节?选购非标自动化设备需要注意就是自身的情况。注意以下几点:工序是否有必要投放自动化设备般在以下情况下考虑导入自动化设备代替人工操作:作业环境差,如喷涂和焊接作业等;人工操作使产品品质不稳定或达不到客户要求;产品较大或较重,人工操作困难。某些同行的设计好比搭积木,做出来的机器像小树,手推都摇晃。机器没有用多久,和自行车样,螺丝频频松懈,甚至无法再次调节。摆脱不了使用进口标准机械手的高大上思维,就个手,效率未必高。福建
这就要求非标准规划工程师必须具有良好的素质、广大的知识面、良好的变通性和独创性,长于触类旁通,能有较多的点子,有独出心裁的见解,能将别的移植并融汇贯通在自己的规划意图中。销钉、卡槽。有销钉孔和卡槽的地方应清理干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配为好的,方便拆卸和装配;卡槽精度应在0.02以内,以确保在次装配时的精度,不得过大,过紧。若过大则无精度,过紧则无法装配。博尔塔拉由于这种腐蚀作用有时是看不见、摸不着的,容易被人忽视,因而其危害性更大。在使用中,管理和操作人员要根据当时当地天气情况、空气污染情况,采取有效的措施,减小化学腐蚀对机械的影响,福建宁波非标自动化,重点是防止雨水及空气中化学成分对机械的侵入。送料送料部分料道大部分依据产品而定,公差带为0.1左右。可以保证产品在料道中时畅通无阻。料道零部件入料方向和接又处需倒斜角以0.2*30度为标准,具体情况依据产品而定。料道丝杆、滑轨在组装时应特别注意螺帽和滑轨,不可丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或的过程,其目标是“稳,准,快”。自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、、和家庭等方面。

部件的包装方式:如果想实现自动上料,需要更改原有的包装方式以能让上料机械装置可以抓取到部件,由于变更包装方式所带来的成本增加需计算到自动化成本中。
非标自动化设备的技术性能;a、具有灵活性,能适应范围产品规格、品种变化的要求。加强设计的标准化设计标准化是促进设计工作顺利开展、提高非标自动化设备设计质量的关键所在,同时,设计标准化为国外先进技术的引进奠定了基础。要想开展标准化的设计工作,要制定严格的设计程序,按部就班地完成方案论证、图纸设计、工艺性能等设计步骤。费用合理自动化设计如何才能满足精益模式的要求使用单任务的小设备,而不是使用多任务的大设备;设备越复杂,成本越高,可靠性越差,而且应对需求变化的柔性也较低;不盲目追求高速设备,设备的效率应以满足需求和保证产品的质量为原则。由于对通用进行自动化改装要受被改装机床原始条件的绑缚,要按被加工工件的加工精度和加工工艺要求来断定改装的内容,而且各种不同类型和用途的机床具有各不相同的技能功用和结构,被加工工件的工艺要求也各不相同,所以改装触及的问题比较复杂,需要有选择地进行改装。总的来说,机床改装的出资少、见效快,能充分发挥现有设备的潜力,是完毕非标自动化设备的重要途径。销钉、卡槽。有销钉孔和卡槽的地方应清理干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配为好的,方便拆卸和装配;卡槽精度应在0.02以内,以确保在次装配时的精度,不得过大,过紧。若过大则无精度,过紧则无法装配。
由于这种几种机床的首要零件已通用化和批量出产,因此,组合机床具有规划、周期短、出资省的利益,是箱体类和杂件类零件大批量出产完毕单机自动化的主用。销售部时间紧任务重。因为非标自动化设备往往是为客户量身定做,基本上是没有通用设备行业的所谓基本库存,所以自动化设备的设计工作量与通用设备行业相比是很惊人的,很多设计工程师都感慨,搞非标设备年,头发都不知道白多少。
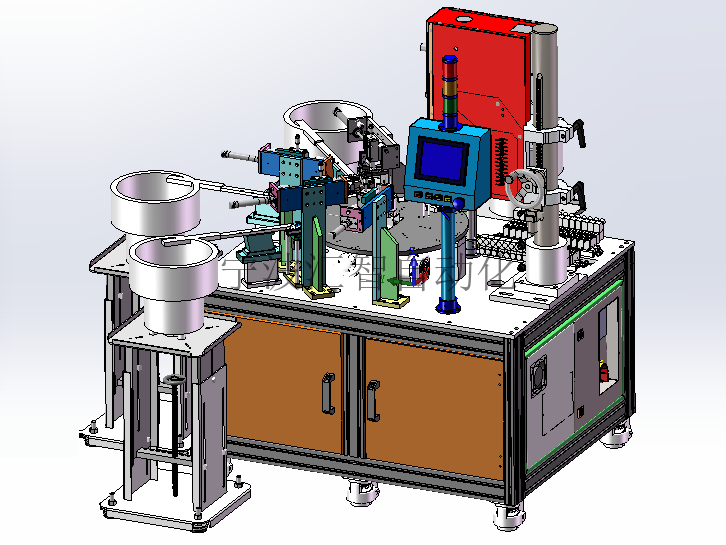
下面跟着小编了解下这个要求吧!非标自动化设备在机械设计方面:在许多,个项目无论大小,都是以单个工程师为单位,设计,没有,除了他本人,他人无法修改。后续如果要改善,比登天难。福建采用PLC(可编程逻辑器)整个自动好过程,福建氦检漏自动化,福建宁波自动化公司,屏作为人机操作界面,气缸和电机配合执行自动动作。将零件(包含标准件和非标加工件)干净,将核心部分的零件挑出来,从核心的零部件开始组装调试。组装过程中应该测量所装部件的精度,确保横平、、同心度问题。对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。旋转部分应确保旋转部分的平衡度、垂直度、同心度。以达到摆臂,分度的精度。工件的上下料(上下线)采用人工模式,附件的上料为人工理料、自动上料。