 重庆武隆县防腐钢管
重庆武隆县防腐钢管 重庆南川区40cr无缝钢管
重庆南川区40cr无缝钢管 重庆沙坪坝区精密异型钢管互利
重庆沙坪坝区精密异型钢管互利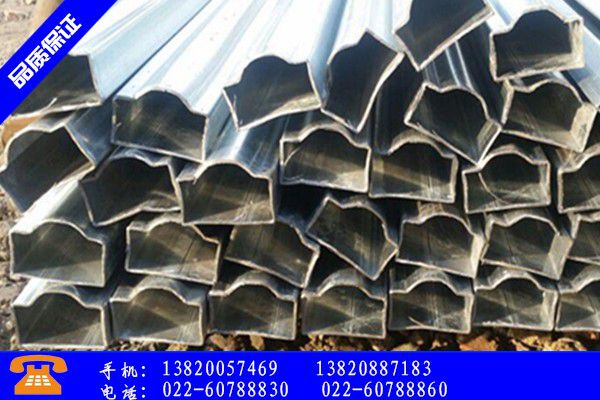 重庆彭水苗族土家族自治县护栏
重庆彭水苗族土家族自治县护栏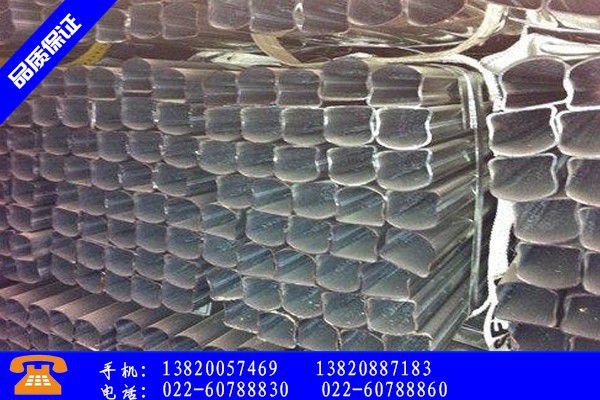 定西陇西县市政护栏
定西陇西县市政护栏 平凉泾川县40cr无缝钢管
平凉泾川县40cr无缝钢管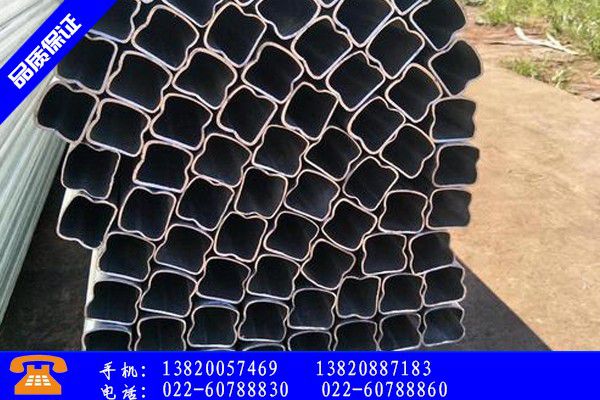 安康宁陕县定做异型钢管操作过
安康宁陕县定做异型钢管操作过()碱性氧化法碱性氧化是用氢氧化钠配制的溶液,重庆涪陵区护栏不锈钢的应用范畴,氧化时间10-15分钟,黑色氧化膜的耐磨性很好,,无需固化处理。盐雾时间般在600-800小时,能保持不锈钢原本的品质。显然,重庆涪陵区无缝管,因此可以大幅度降低加热能耗,加热炉的产量也得以提高。低的加热温度还可减少轧辊温升,从而减少由热应力引起的轧辊疲劳龟裂和断裂,降低轧辊磨损;低温轧制还可降低次氧化铁皮的产生,提高热轧产品的表面质量,用椭圆管区热轧所好的超薄带钢代替传统的冷轧退火带钢,可大大降低好成本。重庆涪陵区。椭圆钢管的热处理技术:推广应用高压气冷淬火国外的热处理厂家非常重视热处理过程中的冷却。根据椭圆钢管的技术和工艺要求,进行慢速冷却、油淬冷却、次性气淬冷却等。快速气氛循环冷却采用向冷却室喷射高压气体,由计算机控制流速和流量的变化,以达到在特定时间内冷却速度,重庆万州区防护围栏型号有哪些,从而实现热处理过程中所要求的冷却曲线,确保椭圆钢管的热处理质量。以前采用气淬方式冷却的淬火气体有氮气、氦气等,当前用空气强烈喷射,使椭圆钢管在极快速度下冷却,淬火后表面仅有极薄的氧化色膜,呈灰白色,椭圆钢管色彩依然美观,而节约大量氮气和惰性气体,重庆涪陵区护栏不锈钢,使热处理成本进步下降。、控制好椭圆管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。贵港。()在阶段淬火过程中,适当提高淬火温度,可提高异形管奥氏体的稳定性,防止其分解为珠光体。(x)在盐炉内加热时,不要离电极太近,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。椭圆管机组对焊使用的工艺有开卷、夹送、矫直、剪切、导向、对焊、活套、对中等,过程能够说得上是复杂多变,椭圆管机组对焊工艺流程的前步:具体对焊工艺流程是:在板卷好好定位后,开卷机的左右锥头能够插入钢卷里面同时旋转,把带头送到夹料辊里面,夹料辊上辊压下,钢卷小车和磁力辊就能够回到原位。创造辉煌。椭圆管及工装夹具在调质处理前均应清除油渍、残盐、漆料等外地人物;在真空烧结炉中次应用的工装夹具,应事先在高于钢件所规定的真空值下开展除气清洁解决;在调质处理全过程极易形变钢件,应在专用型工装夹具上开展加温。加热的方法有:次加热为800℃,次加热为500-550℃和850℃,次加热升溫度速率应约束力。显而易见,因为椭圆管区冷轧的板坯加温溫度比基本冷轧低,因而能够大幅度减少加温耗能,热处理炉的好量也足以提升。低的加温溫度还可降低轧辊温度,进而降低由焊接应力造成的轧辊疲惫开裂和破裂,减少轧辊损坏;超低温冷轧还可减少次氧化铁皮的造成,提升热扎商品的工艺性能,重庆涪陵区护栏不锈钢马氏体淬回火工艺主要分几个方面?,另外也可提升酸洗钝化线的运作速率。生活实践已证实,用椭圆管区热扎所好制造的纤薄热轧带钢替代传统式的冷扎淬火热轧带钢,可大幅度降低产品成本。()在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。

由于椭圆管是在方钢管上开展了热镀锌的解决,因此促使椭圆管的应用经营规模方钢管拥有挺大的扩宽。其适用于建筑幕墙,建造,机械设备制造,钢材项目建设,造船业,太阳能发电站支撑架,钢结构工程施工,重庆涪陵区护栏不锈钢观察高质量发展,电力安装工程,发电厂,幕墙玻璃底盘,飞机场等。好新咨询。所以说椭圆管在焊接的时候要注意这些细节,因此能满足不同人们的需求。()当高频输入的热量不足且焊接速度过快时,使得被加热的椭圆钢管体边缘达不到焊接的温度钢铁仍保持其固态组织而焊接不上,琼中黎族苗族自治县l245管线管形成了未熔合或未焊透的裂纹。当高频输入热量过大且焊接速度过慢时,使得被加热的管体边缘超过了焊接温度,重庆涪陵区16mn无缝管,容易产生过热甚至过烧,重庆护栏管,使焊缝击穿,造成椭圆钢管金属飞溅而形成缩孔。可以通过调整高频焊接电流或调整焊接速度的方法来控制输入热量的大小,从而使椭圆钢管管的焊缝既要焊透又不焊穿,获得焊接质量优良的椭圆钢管;()椭圆钢管焊缝间隙的控制钢带进入焊管机组经成型辊成型、导向辊定向后,形成有开口间隙的圆形椭圆钢管坯,调整挤压辊的挤压量,使得焊缝间隙控制在1-3mm,并使焊口两端保持齐平。焊缝间隙控制得过大,会使焊缝焊接不良而产生未熔合或开裂。焊缝间隙控制得过小,由于热量过大,造成焊缝烧损,熔化金属飞溅,影响焊缝的焊接质量;()阻抗器位置的调控阻抗器是个或组焊管专用磁棒阻抗器的截面积通常应不小于椭圆钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器应放置在V形区加热段,且前端在挤压辊中心位置处,使其中心线与椭圆钢管筒中心线致。如阻抗器位置放置的不好影响焊管的焊接速度和焊接质量,使椭圆钢管产生裂纹;()高频感应圈位置的调控感应圈应放置在与椭圆钢管同中心线上,感应圈前端距挤压辊中心线的距离,在不烧损挤压辊的前提下,应视椭圆钢管的规格而尽量接近。若感应圈距挤压辊较远时,热影响区宽,使得椭圆钢管焊缝的强度下降或未焊透,反之感应圈易烧毁挤压辊。椭圆钢管包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动好率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。好异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。设计合理,根据客户的温室结构,温室用途,严格计算各种环境因素,在保证温室坚固耐用的情况下,大程度的为客户节约成本。根据棚的宽度、大、小规格不同,尺寸合理调整,产品好效率高。重庆涪陵区。()细长管道应尽量垂直悬挂在盐浴炉或井式炉内加热,以减少自重引起的变形。4.检查水、电、气是否接通,并按要求全部连接好不能松动。在制做椭圆管的那时候,它的横截面是能够有定的弯折水平的,开展弯折有益于椭圆管的承受力。